







Introduzione della brasatura sottovuoto dello scambiatore di calore in alluminioAl momento, gli scambiatori di calore a tubi piatti in alluminio sono stati sempre più ampiamente utilizzati nei condizionatori d'aria automobilistici. Poiché questo scambiatore di calore adotta una struttura completamente saldata, l'indice di progettazione della propria efficienza di scambio termico è superiore a quello degli scambiatori di calore a tubo e alette....
Introduzione della brasatura sottovuoto dello scambiatore di calore in alluminio
Allo stato attuale, gli scambiatori di calore a tubi piatti in alluminio sono stati sempre più ampiamente utilizzati nei condizionatori d'aria automobilistici. Poiché questo scambiatore di calore adotta una struttura completamente saldata, l'indice di progettazione della propria efficienza di scambio termico è superiore a quello degli scambiatori di calore a tubo e alette. 10%, e nella vibrazione irregolare dell'auto, non ridurrà l'efficienza dello scambio termico e la durata grazie alla sua integrità. Nel suo processo di produzione, il processo di brasatura gioca un ruolo fondamentale.
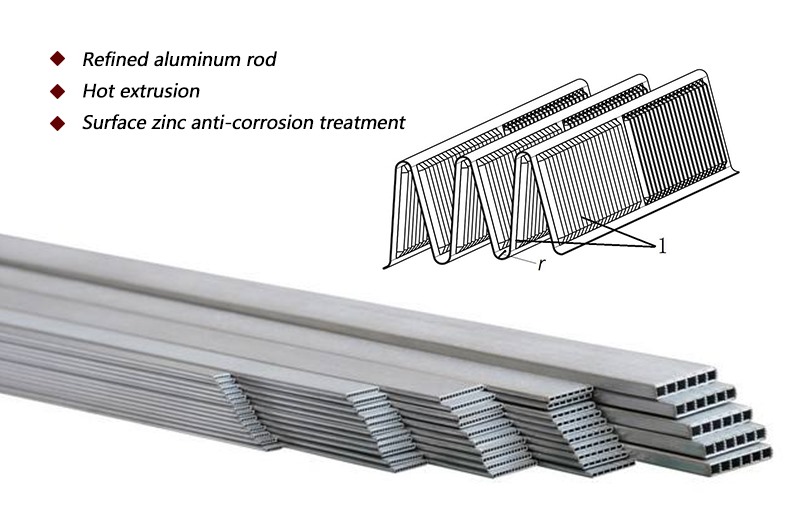
Lavorazione della brasatura sottovuoto dello scambiatore di calore in alluminio
Il materiale del radiatore a tubo piatto in alluminio è L0. e LF21, quindi deve utilizzare saldature a base di alluminio durante la brasatura e può essere utilizzata una saldatura in alluminio-silicio (Bal90Si). La temperatura di riscaldamento, nel caso di garantire la penetrazione della brasatura, il tempo di tenuta della brasatura di 3-5 minuti è appropriato. Quando la temperatura di brasatura è inferiore a 500 °C, è possibile utilizzare una velocità di riscaldamento più veloce (circa 10 °C /min) e un tempo di mantenimento più lungo, e possono essere impostate due sezioni di tenuta, mentre sopra i 500 °C, è possibile utilizzare una velocità di riscaldamento più lenta. La velocità di riscaldamento è di 4-5 ° C / min e il tempo di attesa è breve per ottenere la perfetta combinazione di qualità ed efficienza della brasatura. Dopo aver completato la conservazione del calore di brasatura, la velocità di raffreddamento viene opportunamente accelerata, il che è utile per perfezionare la struttura della cucitura della fibra e ridurre la segregazione della dendrite, migliorando così la resistenza alla brasatura. Tuttavia, se la velocità di raffreddamento è troppo elevata, può causare un eccessivo stress termico sulla saldatura. Per le crepe, è generalmente possibile utilizzare una velocità di raffreddamento di 15-20 ° C / min.
Caratteristiche della brasatura sottovuoto dello scambiatore di calore in alluminio
Poiché il controllo della temperatura della brasatura sottovuoto può essere effettuato al computer, può raggiungere rigorosamente la temperatura e il tempo necessari per la brasatura e l'uniformità della temperatura può raggiungere ± 3 ° C, quindi è molto adatto per la brasatura sottovuoto di radiatori in alluminio. E la sua brasatura sottovuoto non ha inquinamento, nessun flusso, nessuna pulizia prima e dopo la saldatura (solo sgrassaggio prima della saldatura), facile da usare, alto grado di automazione e alta resa sotto controllo ottimizzato delle specifiche. Il costo di produzione è basso sotto la premessa della produzione di massa. Naturalmente, presenta anche alcune carenze, come l'elevato consumo energetico, gli elevati requisiti ambientali per le apparecchiature, l'essiccazione a prova di polvere e aria e gli elevati costi di manutenzione per le apparecchiature.






